
Laser cladding
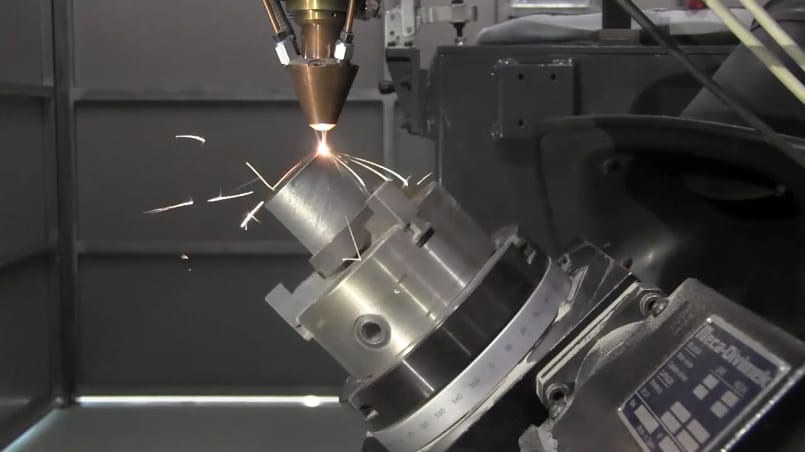
The technique involves the direct fusion of metallic powder injected on to the surface of a substrate, the goal being to obtain coatings and/or structures with properties identical to or better than the base material.
Highlighted amongst the principal advantages of the process are: minimum dilution, the low and controllable entrance of heat into the substrate, high-speed cooling, great flexibility in processing and reduced distortion, given the low low thermal load generated in the part. Another important feature is the possibility of carrying out selective depositions over small areas, which also facilitates the option of the repair of parts (restoring damaged geometries and coatings) without the need for replacing the complete part. Compared to other, conventional deposition techniques, this technology enables obtaining welding seams or coatings free of pores, cracks or deformations, with a good metallurgical union with the substrate.
The most common industrial applications can be summarised in three large areas:
Reinforcement of components by the application of protective coatings against wear and corrosion, and including those acting as thermal barrier (moulds, matrixes, tools, interior housing of components and ducts, etc.).
Recovery and repair of tools, moulds, matrixes, dies, gears, etc. and components (rapid changes of design, machining errors, etc.).
Additive manufacture of 3D metallic parts and structures: functional components, structures, etc.
Principal characteristics of this technology:
- Flexibility in the selection of filler materials: Fe, Co, Ni, Ti, etc. base
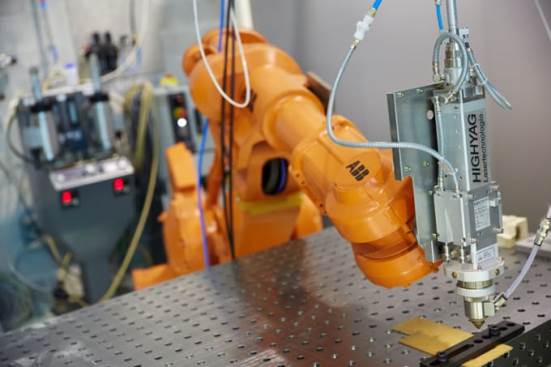
- Repair and manufacture of large-sized 3D parts and structures.
- Rates of deposition of material greater than 2 Kg/h.
Industrial sectors





Singular equipment
Partners network
- Fraunhofer-Gesellschaft
- CIC marGUNE
- European Laser Institute (ELI)
- Plataforma Tecnológica Española de Fotónica
- SECPhO (Southern European Cluster in Photonics and Optics)
Scientific excellence
- Desarrollo de un sistema de monitorización y control para el proceso de aporte metálico por láser basado en la digitalización tridimensional de la geometría
- Modelizado multiescala del proceso de aporte por láser de Inconel 718 mediante polvo soplado
- Effect of laser tempering of high alloy powder metallurgical tool steels after laser cladding
- Aplicación de la técnica de plaqueado láser a la reparación y fabricación de moldes y matrices para trabajo en frío
- Estudio de la deposición por láser del material aeronáutico Inconel 718
- Fabricación de piezas para el sector aeronáutico mediante procesos de aporte por láser
- Microstructural and tensile characterization of Inconel 718 laser coatings for aeronautical components