
Mikromekanizazioa

Gaur egungo produktu askotan diseinua miniaturizatzeko dagoen joerak goitik behera aldarazi du mikrofabrikazio-teknologien alorra, bai teknologia berrien garapenari eta aplikazioari dagokienez (ez-ohikoak diren batzuena: EDM, laserra), bai ohiko mekanizazio-teknologien egokitzapenari eta optimizazioari dagokienez ere (fresaketa, torneatzea...), beti ere dimentsio, doitasun, gainazal-kalitate eta abarri buruzko eskakizunak betetzeko. Alde horretatik, ohiko mekanizazio-teknologiak, ultradoitasun-esparru batera eramanda, egokiak dira oraindik ere, teknologia modernoagoen mugak ikusirik, ezaugarri konplexu mikrotridimentsionalak moldagarritasun, bizkortasun eta kalitate handiagoz lortzeko hainbat materialetan.
Ultradoitasunezko ohiko mikromekanizazioaren barruan, TEKNIKERek bi teknologia hauen aldeko apustua egiten du: ultradoitasunezko mikrofresaketa eta diamantezko tresnaren bidezko torneaketa.
Mikrofresaketan, ohiko fresaketan ez bezala, materiala oso tamaina txikiko erremintekin harrotzen da (50 µm eta 3 mm bitarteko diametroko erremintekin). Aurrez aipatu den bezala, mikrofresaketa oso teknologia malgua eta bizkorra da, aukera ematen duelako mikra gutxi batzuetatik (oso delikatuak) milimetro gutxi batzuk bitarteko ezaugarriak dituzten osagaiak material-aukera zabal batean (aleazio metalikoetan, konpositeetan, polimeroetan eta zeramikan) fabrikatzeko. Gainera, osagai horiek eremu askotan aplika daitezke (mikroinjekziorako moldeak, optikarako osagaiak, hegazkingintzarakoak, elektronikarakoak eta biomedikuntzarakoak).
Horrez gain, mikrofresaketa-prozesuan kontzeptu-aldaketa garrantzitsua gertatu da aitzinapen-noranzkoaren kontrako fresaketarekin alderatuta, ebaketa-erreminten dimentsio txikiagatik eta txirbila sortzeko prozesuagatik. Alde horretatik, agerian geratzen da, adibidez, "tamaina-efektua"; izan ere, oso berezkoa dute material-bolumen oso txikiak prozesatzen dituzten erreminta bidezko ebaketa-prozesuek (fresaketa makrotik mikrorako eskalatze zuzenik ez dago prozesuaren parametroei dagokienez). Efektu hori, txirbilak gutxieneko lodiera bat izan beharra desagertu ahal izateko, mekanizatu nahi den materialaren heterogeneotasuna eta, mekanizatu beharreko ezaugarrien tamainarekin alderatuta, bizarrak tamaina handia izatea, denak, oso faktore garrantzitsuak dira mikrofresaketa-prozesuaren errendimenduan (aitzinapen-noranzkoaren kontrako fresaketan, aldiz, garrantzirik gabekoak dira ia guztiak). Oso garrantzitsuak dira, halaber, erremintaren higadurak eta makurdurak erremintaren hausturan eta azken piezaren kalitatean duen efektua.
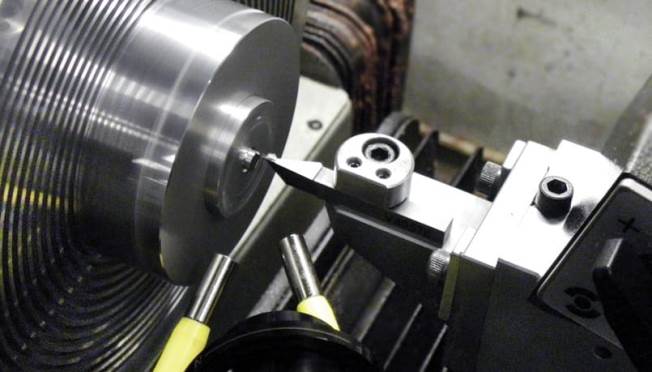
Diamante bidezko torneaketa, berriz, burdinazkoak ez diren metalen —adibidez, aluminio eta brontzearen— mekanizazioa ikertzera bideratutako prozesu bat da hasieratik. Egokia da elektronikan erabiltzeko eta, batez ere, optikan (leiarrak seriean ekoizteko moldeak egiteko adibidez); izan ere, "ispilu" akaberak lortzeko gaitasun handia du, hau da, oso nanometro gutxiko zimurtasuna duten akaberak. Burdinazkoak ez diren metalekin erabiltzen da; izan ere, burdinak karbonoarekiko afinitatea duenez, diamantezko erremintak deskarburizatu eragiten dira, eta, horrenbestez, erreminta horiek ez dira egokiak burdinazko materialak mekanizatzeko.
Sektore industrialak




Ekipamendu berezia

Adibide bikainak
- Erabili eta botatzeko kartutxo mikrojariakorren ekoizpenerako moldeen fabrikazioa
- Oso leiar txikiak ekoizteko moldeen fabrikazioa
Kolaboratzaile sarea
- Karlsruhe Institute of Technology (KIT)
- Cardiff University
- University of Birmingham
- Universität Bremen